
Technologie
Na výrobu od jednoduchých až po komplikované profily, jakož i laserem svařovaných profilovaných rour a sestavení celých modulů a komponentů jsou u firmy Kirchhoff & Lehr používány nejrůznější technologie. Jsou používány všechny obráběcí standardy jako děrování, ohýbání, toxen a perforování. Povrchy jsou upravovány práškováním, lakovány, zušlechtěny galvanizováním a žárově pozinkovány.
Profilování
Válcování profilů za studena (angl. roll forming) je plynulý postup ohýbání, při kterém je pásový materiál z plechu upraven určitým počtem párů válců postupně k požadovanému konečnému profilu. Je to obzvlášť efektivní výrobní postup, pokud mají být vyrobeny výrobky větší délky nebo většího množství.
Tvar profilů je libovolný, tímto způsobem mohou být vyrobeny jednoduché i komplikované profily. Ke každému profilu je nutná vlastní sada nářadí. Speciální softwarové programy usnadňují konstrukci sady kladek, které obsahují také různé moduly k zajištění kvality až po simulaci metody konečných prvků.
Děrování / Perforování
Prostřednictvím procesu vysekávání je pásový materiál před, během nebo po profilování děrován nebo perforován.
Jsou použity různé možnosti děrovacího popř. perforovacího postupu :
- Několikařadé nářadí, které pomocí zdvihu děruje více řad současně
- Nářadí, které provádí děrování po částech
- Lisovací automat, osazený speciálním nářadím
Svařování
Naše společnost disponuje rozsáhlým Know-How na téma svařování. Zhotovujeme výrobky s pomocí moderních svařovacích automatů nebo inline-postupů svařování, kdy vycházejí ze stroje hotové výrobky.
TOX / profilové vlisování
 TOX profilové vlisování obsahuje dvě velmi podobné technologie, které se v průběhu mnoha roků v sériovém použití etablovaly a osvědčily a při tom současně nacházely denně nové inovativní využití ve spojení plechů:
TOX profilové vlisování obsahuje dvě velmi podobné technologie, které se v průběhu mnoha roků v sériovém použití etablovaly a osvědčily a při tom současně nacházely denně nové inovativní využití ve spojení plechů:
Profilové vlisování s TOX kruhovým prvkem
Označené také jako prostoupené spoje, bez spojovacího pomocného elementu, následuje profilové vlisování v případě regulace s pro TOX patentovanou matricí s pevnou zápustkou. Na základě její úspornosti a spolehlivosti je profilové vlisování v celém plech zpracujícím průmyslu uznávaný a ceněný postup. Další rozvoj profilového vlisování je rovněž u TOX patentovaných TOX profilových vlisovaných nýtů.
TOX-profilový vlisovaný nýt – spojení plechů s TOX profilovým vlisovacím nýtem
S pomocí jednoduchého, symetrického nýtu jako spojovacího pomocného elementu bude vytvořeno spojení profilového vlisu "s jádrem". Aniž by byl materiál řezán bude v přímém porovnání ke konvenčnímu lisovanému nýtu docílena vyšší pevnost. Použití TOX- profilových vlisovaných nýtů v deformační zóně osobních vozů potvrzuje výkonnost těchto všestranných spojení plechu.
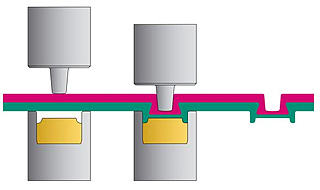
TOX-princip
Ve způsobu spojování profilovým vlisováním (DIN 8593) bude vytvořeno stiskacím způsobem, tvarové, nerozebíratelné spojení dvou nebo tří plechových vrstev prostřednictvím tváření za studena. Přitom mohou mít, profilovaným vlisováním spojené plechové díly, stejnou nebo rozdílnou tloušťku, mohou být spojeny lepidlem nebo jinými mezivrstvami a skládat se ze stejného nebo rozdílného materiálu.
Profilové vlisování je dnes již využíváno v sériích s plechy od 0,1 mm tloušťky u jednotlivých plechů až k celkové tloušťce spojovaných plechů 12 mm a pro pevnost v tahu až 800 N/mm2, při laboratorních zkouškách bylo docíleno podstatně vyšších hodnot!
Ohýbání
Firma Kirchhoff & Lehr využívá postupu ohýbání přes trn. Při tomto postupu jsou profily posouvány na ohýbacím trnu a ohýbány přes ohýbací čelist.Tímto postupem vyrábíme mimo jiné ohýbané profily pro významné evropské výrobce vrat.
Lisování
Při lisování jsou ploché díly zpracovávány lisem a řezným nástrojem.
Vrchní díl nářadí, raznice, má vnitřní tvar, jehož spodní díl (matrice) má odpovídající otvor (příklad : děrovač).
Přiřazené periodické prorážení k vystřihování komplexních plechových dílů je charakterizováno jako vibrační vysekávání.
Do vysokovýkonného prorážení jsou integrovány procesy, jako svařování, lemování, nýtování a tvarování, ve speciálním sdružení postupových nástrojů. Tyto částečně velmi komplikované nástroje je nutné efektivně používat a účinně chránit. Častou překážkou prorážecího procesu je nahoru se dostávajících a spolu se pohybujících vyražených hrotů. Ty mohou porušit nejen nářadí ale také konečný výrobek, kromě toho vedou ke zpomalení procesu výroby. Pružné vyražené čepy ve střižníku, je vhodné upravit speciálním přibroušením na přední straně razidla jakož i upravit snímače síly nebo ultrazvukový snímač v nářadí tak, aby byly tyto problémy odstraněny nebo omezeny.
Povrchová úprava ( v rámci kooperace )
Zušlechťování povrchu profilů, děrovaných a ohýbaných dílů jakož i modulů je rozmanité.
- galvanické zinkování a legování zinkem
- žárové zinkování
- Práškové lakování
- lakování všemi běžnými RAL-barvami konvenčním nebo automatizovaným postupem
![]()